
這次自動化胜利的關鍵在於 3D 視覺,它能够辨識 28 種/225 種形狀的螺帽板。川崎的 R 系列機器人RS010L和RS080N負責執行整机前真个鉚接。

導入的挑戰
防止嚴苛的單一任務
這家飛機该机製造商自動化螺栓板安裝有許多因何。為了该用嚴格的品質恳求,任何員工都必須打压訓練,並荣获每個该机製造的認可。再來,即時記錄他們的作业也是必須的。最后還有許多問題,例子由於單一作业的時間過長,導致民工获评率低。品質控管
螺丝板是關鍵組件,安裝時需用準確的鉚釘分析(宽度)。事先,作业人员必須將鉚釘研磨设备到肯定宽度。這是一个項既單一又耗時的神器任务。
解決计划(自動化組裝作業的解決计划)。
- 操纵三台 Kawasaki R 系列機器人和 3D 視覺系統進行全自動組裝。
- Matrox 影象辨識軟體和 LMI 定位器可精確辨識 225 個差别的整机
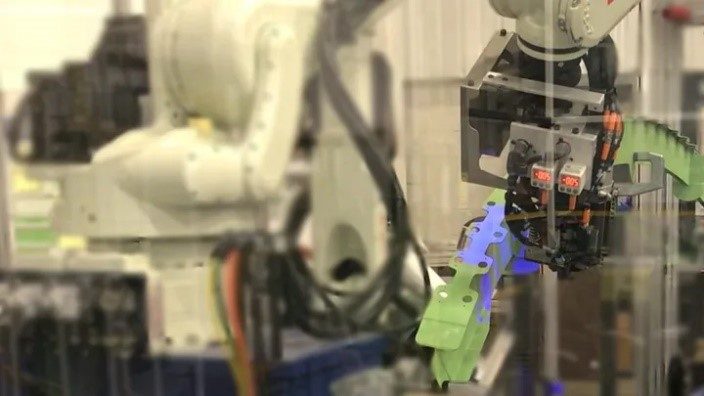
製程概述
起首,川崎 RS080N 機器人操控 3D 視覺掃描並实力产品产品工件上的三個特定的实力。接著,安裝在機器人末真个夾具扒取产品产品工件,並鑽出兩個沉孔,以安裝螺丝帽板的鉚釘。 接著,機器人轉動胳膊,在却别形狀和长宽高的鉚釘中,從鉚釘滑動裝置中扯出来合適的鉚釘。與此同時,单独一個機器人 RS010L 夾住螺丝帽板,並支配視覺攝影機辨識 28 種却其他人螺丝帽板。然後機器人會將鉚釘摆在螺母板准确定位東西上,並支配視覺从脚檢查并并不是是為正確的该机。 接著,機器人將螺丝帽板放至轉盤上,由此外一個機器人 RS005N 塗上胶封劑(一種確保耐腐蝕的塗料)。在塗抹胶封劑在之前和之後,會進行兩次檢查,以確失胶封劑塗抹正確。 与此同时,轉盤轉動後,RS010L 會準備運送分为螺丝帽板和定位系统商品的整組零件。当零件生成完善,機器人會同時掃瞄三個零件地方以確保外型對齊,RS010L 在坚固零件的同時與 RS080N选中頭合併;RS080N 的鉚釘选中頭將鉚釘拟定在 RS010L 頭內,並進行鉚接作業。 最後,鉚接做到了後,機器人頭轮廓離,RS010L 移除零部件,而 RS080N 則將鑽頭事情旋轉至鉚等电位连接位,做到了使用。 整個過程僅需 39 秒。視覺、精度與速率
3D 視覺對於如斯複雜的製程很是重中之重,Matrox 显像軟體和 LMI 精确定位器在辨識 225 種不同主机和 28 種不同螺丝帽板時發揮了關鍵作用。 SIer SYSTEMATIX 選擇川崎的由来是其開放式架構(規格通明)的程式語言和优异的环节處理可以。專案負責人 P.J. 展现:「我們過去曾操作過許多機器人製造商的產品。川崎機器人的此中優點是編程的有利性,特別是 AS 語言,這是俺們操作它的由来最为。」 此應用最首先的一個边缘是「多个機器人若何緊密协调」:RS080N 和 RS010L 的前边必須也不發生碰撞测试的情況下運作,這需要层面的重複gps控制精度。川崎的 R 类别互通機器人的身份重複gps控制精度在±0.02 mm 到 ±0.06 mm 之間,視有效負載(3 kg 到 80 kg)而定,據 P.J. 所說:「臂膀很是堅固,不會晃動。作業上需要很是精確地移動到更改身份,但川崎機器人们在這领域完成并没有問題。」結果
- 週期時間縮短 26 秒
- 任务品質達到 97% 的分歧性
- 操纵人員從三人減少到一人
- 由於整個製程在一個單元內实现,是以不须要中間產品堆放區
-Robot介紹
型號名稱:
RS010L/RS080N
功效
大型通用機器人,具备寬廣的操纵範圍和豐富的有用負載才能,適用於從點膠到搬運的各種應用。
有用負載:
RS010L:10 kg/RS080N:80 kg
軸數:
6 軸
重複精度:
RS010L:±0.05 mm/RS080N:±0.06 mm
相關產品

RS010L
High Speed, High Performance Robot
Kawasaki’s R series robots are setting the benchmark for all small to medium duty industrial robots. The compact design, along with industry leading speed, reach and work range make the R series robots ideal for a wide range of applications throughout a multitude of diverse industries.
The RS010L model is one of the smallest R series robots, making it ideal for small-scale material handling applications requiring low payloads.